America's New Silicon Desert
Arizona has emerged as the global hub for advanced semiconductor manufacturing — with over $200 billion in committed investment from TSMC, Intel, and the broader supply chain, anchoring the United States' most ambitious domestic chip production expansion in history.
Semiconductor Facilities Across Arizona
Key fabs, OSATs, design centers, and supply chain companies across the state
Key Facilities & Campuses
Major semiconductor operations anchoring Arizona's manufacturing ecosystem



Casa Grande: The Next Frontier
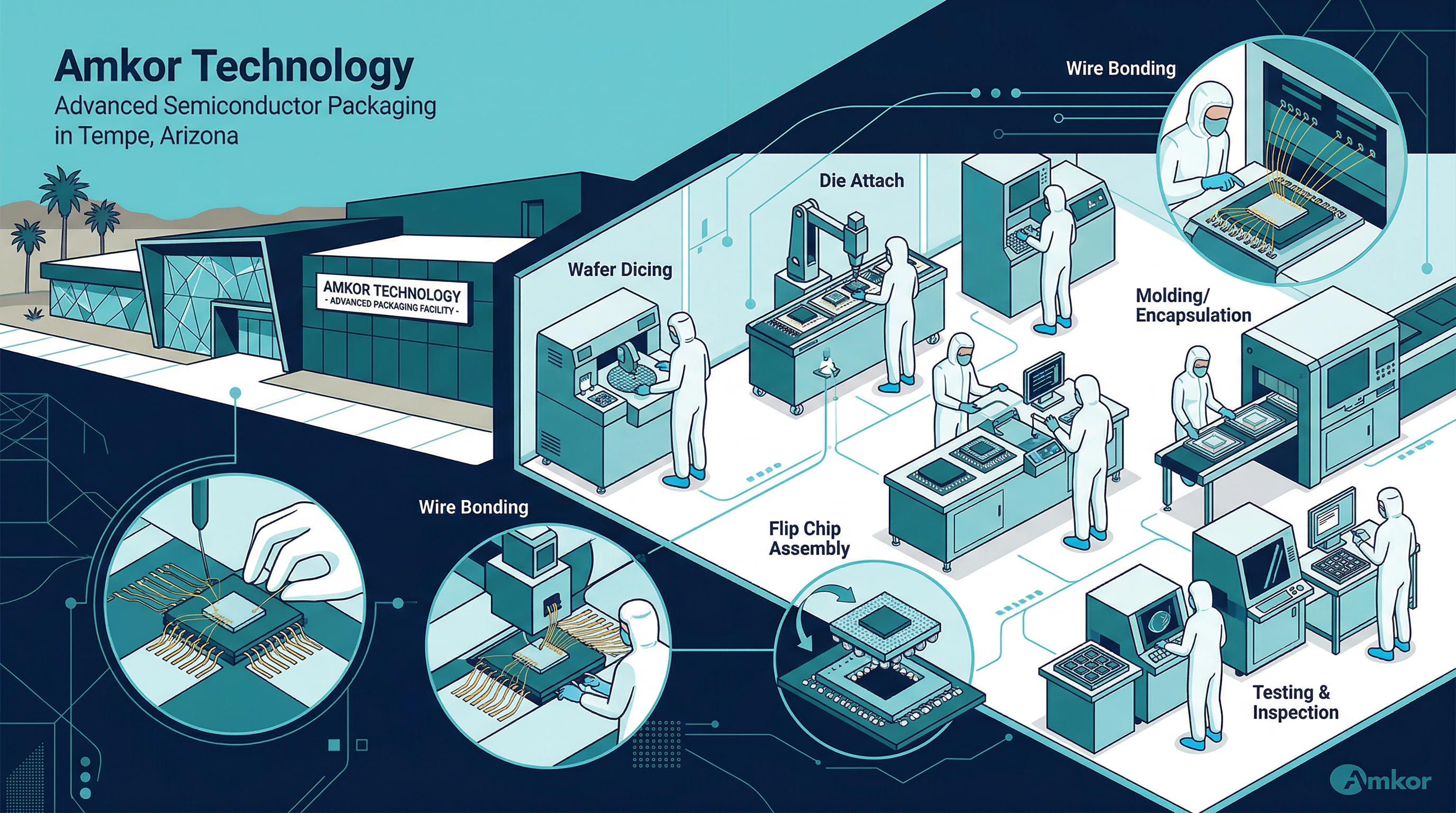
Casa Grande, located between Phoenix and Tucson, is emerging as Arizona's newest semiconductor corridor. The city's large available land parcels, proximity to I-10, water infrastructure investments, and competitive incentive packages are attracting fab-scale industrial development. Several major suppliers and back-end assembly operations have already announced or broken ground on facilities in the Casa Grande/Coolidge area, complementing the established Chandler and Tempe hubs to the north.
Why Arizona Leads
The factors behind Arizona's semiconductor dominance
CHIPS & Science Act Beneficiary
Arizona is the single largest recipient of CHIPS Act manufacturing incentives. TSMC received $6.6B in direct federal funding (plus $5B in loans) for its $165B North Phoenix campus. Intel received $8.5B for its Chandler Ocotillo campus. Total committed private investment in Arizona semiconductor manufacturing now exceeds $200 billion.
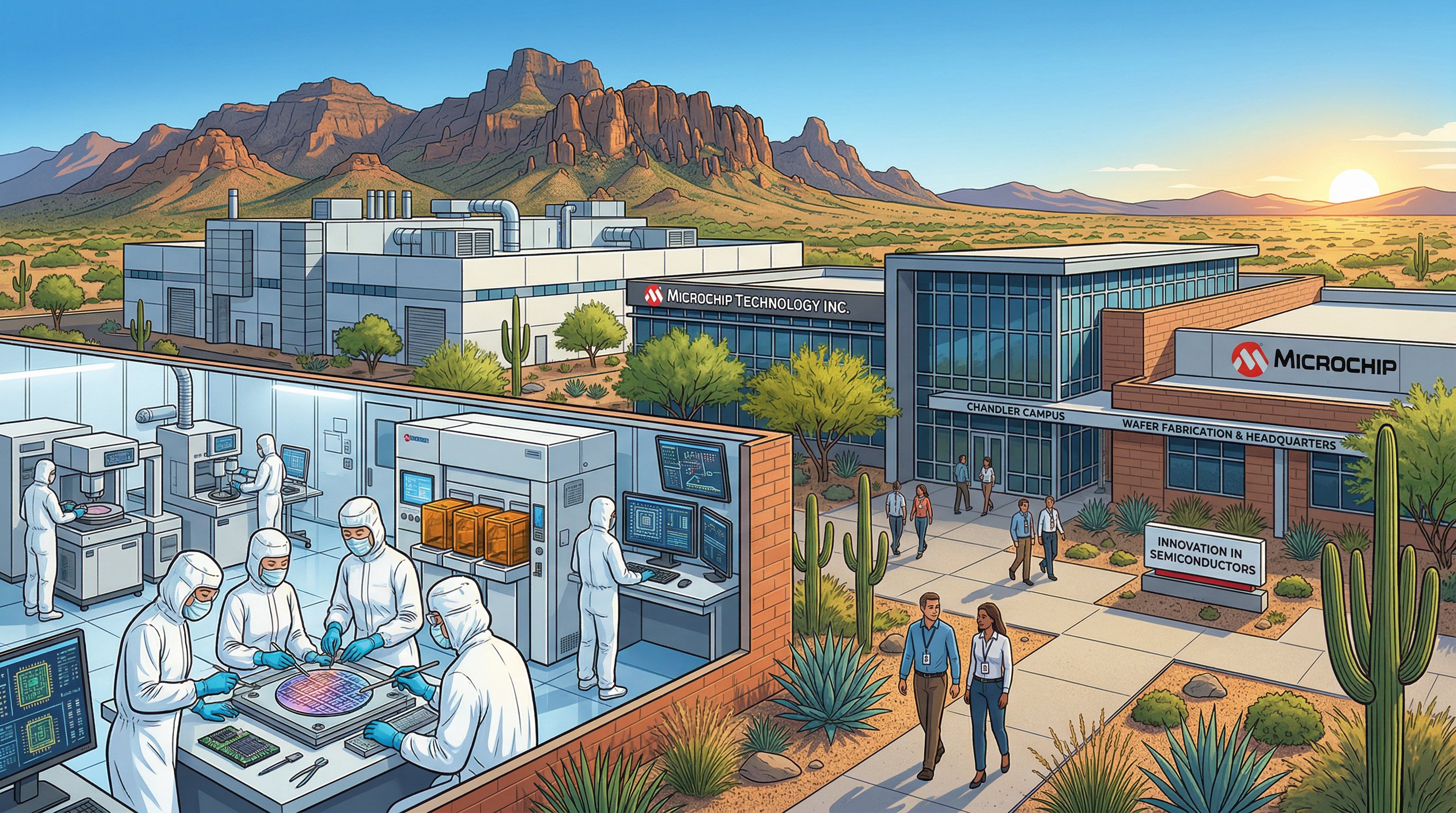
Established Semiconductor Corridor
The Chandler-Tempe-Phoenix corridor has hosted semiconductor manufacturing since the 1980s (Intel's first AZ fab opened 1981). Deep infrastructure, trained workforce, and supply chain already in place.
University Pipeline
Arizona State University, University of Arizona, and Maricopa Community Colleges produce thousands of engineering graduates annually. ASU has direct workforce development partnerships with TSMC and Intel.
Water & Power Infrastructure
Despite the desert environment, Arizona has invested heavily in reclaimed water systems for fab use. Salt River Project and APS provide reliable power, with chip fabs requiring up to 100MW each.
Supply Chain Ecosystem
Key suppliers including Entegris, Air Products, Edwards Vacuum, Linde, and dozens of specialty chemical companies have established Arizona operations to service the growing fab base.
National Security Rationale
Geopolitical diversification away from Taiwan concentration is a key driver. Arizona's fab expansion directly addresses the U.S. goal of producing 20% of leading-edge chips domestically by 2030.